产品情报products
精密磨床
- 精度检查表
- 1976年制 MSG-200(按JIS B-6213标准) 单位:mm
-
检查事项 测定方法 测定方法图 容许差 检修校准前测定值 检修校准后测定值 研磨台面的平面度 左右方向 把精密水平仪放置在研磨台的中央和两端, 将所得到的最大差值作为测定值 
0.02/m 0.014/m 0.01/m 前后方向 0.02/m 0.025/m 0.01/m 研磨台运动时的水平平度 左右方向 把精密水平仪放置在研磨台的中央并让研磨台进行运动, 将研磨台中央和两端读数的最大差值作为测定值 
0.02/m 0.02/m 0.003/m 前后方向 0.02/m 0.025/m 0.008/m 研磨台或者砂轮头的前后运动与研磨台面的平行度 使指示仪与研磨台面上接触并让研磨台进行左右运动,将指示仪读数的最大差值作为测定值 
0.01/m 0.005/400 0.002/400 研磨台或者砂轮头的前后运动与研磨台面的平行度 使设定好的指示仪与研磨台面接触并让研磨台或者砂轮头进行前后运动,将指示仪读数的最大差值作为测定值 
0.01/300 0.003/400 0.002/200 磨台的左右运动与研磨台或者砂轮的前后运动的垂直度 把直角定规按照与研磨台左右运动平行的方向放置,然后把设定好的指示仪与直角定规的另外一边接触并让研磨台进行前后运动, 将指示仪读数的最大差值作为测定值 
0.02/300 0.023/200 0.003/200 砂轮轴最先端圆锥面的偏心摆动 使指示仪与砂轮轴的圆锥面按直角方向接触,将砂轮轴旋转中指示仪读数的最大差值作为测定值 
0.005 0.006 0.001 砂轮轴中心线与研磨面的平行度 把圆筒状的水平仪放在研磨台上,让固定在砂轮轴上的指示仪与其接触,然后让指示仪随砂轮一起摆动,求出指示仪读数的差,将最大值作为测定值 
0.02/振り回し直径300 0.065/300 0.001/300 研磨台左右运动与砂轮轴中心线的垂直度 把直角台按照与研磨台左右运动相平行的方向放在研磨台上, 将指示仪读数的最大差值作为测定值 
0.02/振り回し直径300 0.014/300 0.002/300 砂轮的上下运动与研磨台前后运动方向的垂直度 把圆筒状的水平仪放在研磨台上,让固定在砂轮轴上的指示仪与其接触,然后让砂轮轴头进行移动, 求出指示仪读数的差,将最大值作为测定值。 
0.01/100 0.04/100 0.005/100
- 大检修事业
-

对于您目前拥有的旧的平面磨床,仅用新产品价格的 60%~70% ,就可以与新产品一样使用。
到2010年10月止对765台
机床进行了大维修。 受到了大家的一致好评。
- 机床大维修的利处
-
- 对于陈旧的磨床,仅用低廉的价格就可以与新产品一样使用。
- 金属铸件(底座,支撑座,工作面,支撑柱)经过长年的时效作用,精度复员后,性能最为稳定。
- 由于使用多年,和新产品相比对其脾气了如指掌,操作得心应手。
*:请放心, 大维修作业期间, 我公司为您准备了备用的机床, 您可租赁使用。
- 定期更换推荐部件
-
为保持精度,减少故障的发生, 希望您最好定期检修。如有异常音响及精度不准确的情况,请及时与我们联系。
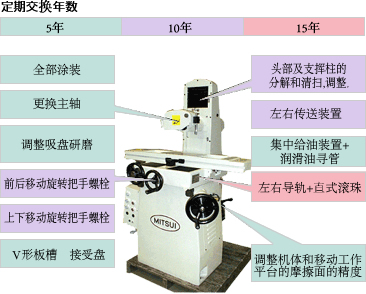
*定期更换年数是按照机器每天运转8小时估算的。
- 实施大维修的例子 76年制 MSG-200M
-


- 调整机体和移动工作平台的摩擦面的精度<通过刮削作业来调整>
- 即使经过长期使用,机体和移动工作平台的摩擦面, 经过削刮作业也可以恢复到新品时的标准。
其他,比如通过调整机体和移动工作平台的摩擦面的精度,定期更新部件,达到和新品一样的精度。
大维修后的精度检查按新品出厂检查标准进行。
- 工作面上部

- 摇动把手
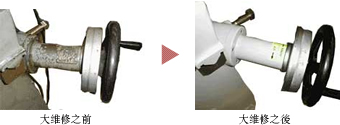
- 机床工作平台上部圆柱体后部
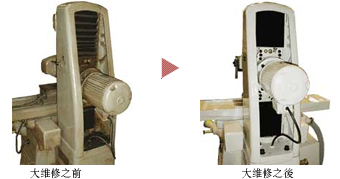
- 下部机体右侧